


Používané druhy materiálu
- Austenitická chromniklová nerezová ocel X5CrNi18-10 : Má vynikající odolnost proti korozi a oxidaci, odolává teplotám do 350 stupňů Celsia. Označení dle AISI 304, ČSN 17240, DIN 1.4301. Cenově je mírně dražší, ale má 10 x vyšší životnost při tisku proti ostatním materiálům a kolmější hrany plošek, protože se podleptává o poloviční hodnoty než barevné kovy. Je tak vhodná pro velké série tisků, doporučujeme i pro zakázky s častou manipulací planžety. Velká tvrdost materiálu zajistí větší bezpečnost proti mechanickému poškození jak při výrobě, tak při samotné práci. Životnost je cca 500 000 tisků. Chemické složení : C: 0,06%, Si: 0,49%, Mn: 1,04%, P: 0,026%, Ni: 8,02%, S: 0,004%, Cr: 18,15%, N: 0,05%. Pevnost v tahu kolem 1 300 N/mm2. Tvrdost podle Vickerse 404 – 414 HV. Hustota je 7 700 kg/m3. Orientační hmotnosti : Síla 100 um: 7,983g, 125 um 10,024g, 150um: 12,020g, 175um: 14,016g, 200um: 16,011g.
- Niklová mosaz Alpaka CuNi18Zn20 : Kvalitní a dobře opracovatelný materiál pro střední série tisku. Je poměrně měkký a snadno se mechanicky promáčkne, je ale odolný proti oxidaci a velice dobře se s ním pracuje. Chemické složení : Ni: 18%, Zn: 20%, Cu: 62%. Norma DIN 1777. Tvrdost podle Vickerse 160 – 190 Hv. Orientační hmotnosti: Síla 100 um: 8,935g, 150um: 13,381g, 200um: 17,841g, 250um: 22,316g, 300um: 26,807g.
- Fosforový bronz CuSn6 : Označení podle normy DIN 17662, pevnost v tahu 500 Mpa, tvrdost podle Vickerse 200 Hv. Vyznačuje se nízkou cenou a dobrou zpracovatelností leptáním, lze dosáhnout velmi dobrých přesností objektů. Je vhodný pro malé série tisků, protože se může mechanicky roztáhnout či poškodit. Životnost max. cca 30 000 tisků. Je náchylný na oxidaci, která nemá vliv na parametry planžety. Chemické složení : Cu: 93,11%, Sn: 6,15%, P: 0,2%, Ni 0,2%, Zn 0,2%, Fe 0,1%, Pb: 0,04%.
- Mosaz MS63 : je vhodná na štítky, medaile atd. Je to slitina mědi a zinku, označení podle normy ČSN 423213, DIN 17660. Nemá příliš dobrou pevnost, vzhledem k využití k dekorativním účelům to není podstatné. Hustota je 8430 kg/m3. Chemické složení : Cu: 63,5 %, Ni: 0,2%, Fe: 0,1%, Pb: 0,1 %, Sn: 0,1%, Al: 0,02%, Zn: 35,98 %. Pevnost v tahu kolem 400 Mpa, tvrdost podle Vickerse 95 - 140 HV.
Dosahované výrobní tolerance
- síla plechu : nerezová ocel +- 3 um, niklová mosaz a fosforový bronz +- 15 um
- vnější rozměr plechu : +- 0.2 mm
- minimální velikost leptaného objektu : cca 1,25 x větší než síla plechu, na 150 um planžetě tedy dokážeme vytvořit otvor průměru 187 um.
- tolerance velikostí leptaných objektů : +- 25 um
Technologické okolí používané na našich planžetách
Zařízení PBT :
průměr upevňovacích otvorů 5,05 mm v rozteči 15 mm mezi sebou a od hrany plechu.
Jiná zařízení :
podle definice ve výkresu.
Malá planžeta :
je bez upevňovacích otvorů určená k přímému přichycení na pracovní desku pomocí lepící pásky, okolí plechu cca 30 mm od motivu, vhodná pro velmi malé série.
Planžeta určená k vlepení do sítotiskového rámu :
po obvodu planžety jsou vytvořeny otvory pro lepší adhezi lepidla. Spoj je chráněn proti poškození těrkou. Precizní hliníkové rámy zajistíme nebo použijeme Vámi dodané. Hrubost použité sítoviny je 15 - 30 T nebo jiná na vyžádání.
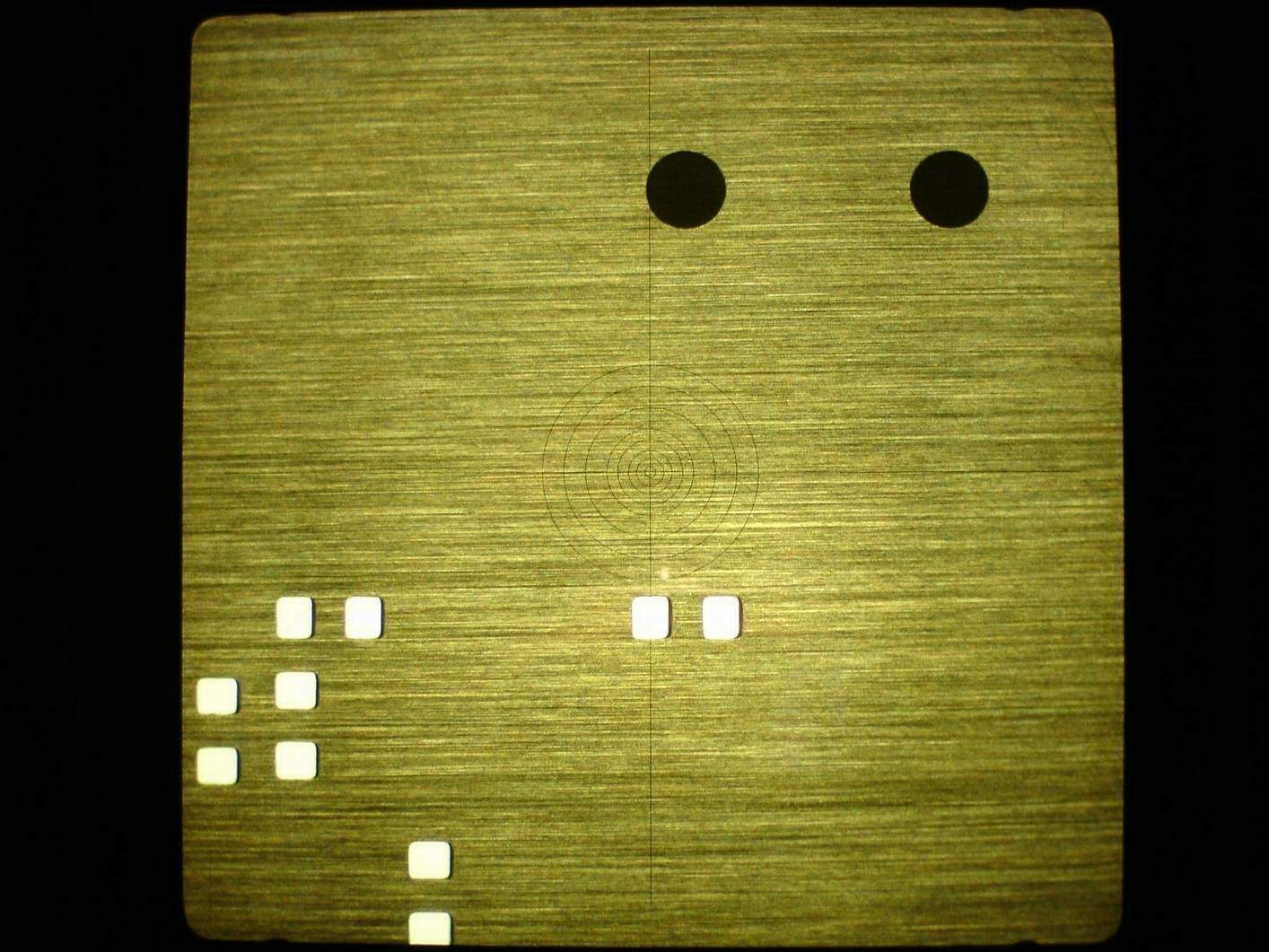
Naváděcí značky pro laser :
zaleptáním do hloubky nebo proleptáním skrz. Černění zaleptaných bodů dvousložkovou barvou pro naváděcí laser tepelně vytvrzenou černou barvou. Cena 150 Kč.
{kind=link}
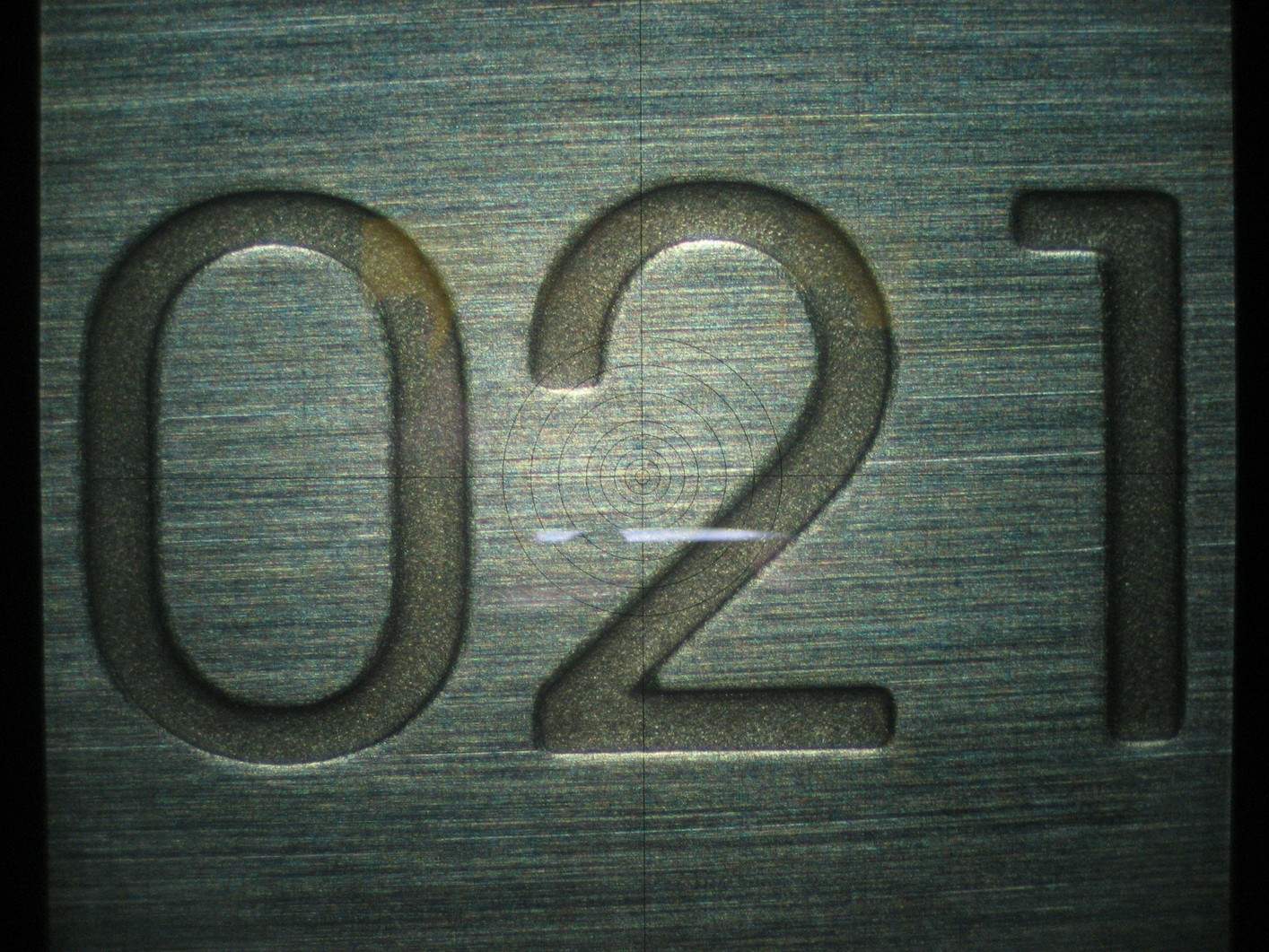
Označení planžety a umístění motivu
Zaleptáním textu z horní strany planžety do hlouby cca 1/3 plechu podle definice - text, velikost, umístění, orientace. V planžetě je zaleptané logo výrobce, název zákazníka, výrobní číslo výrobce, síla a velikost plechu a případné další požadované údaje. Je umístěn na delší straně plechu cca 10 mm od hrany plechu.
{kind=link}
pokud máte konkrétní požadavky na umístění motivu do plechu, je potřeba je nám je jakkoli sdělit, výkresem nebo písemným popisem. Jinak umísťujeme motiv doprostřed plechu s orientací podélně. Umístění dvou různých motivů na jedné planžetě je možné v podélném směru za předpokladu dodržení vzdáleností mezi sebou minimálně 50 mm.
{kind=link}
Technická doporučení
- Tvar plošek : je vhodné volit zakulacený. Leptáním jiný vyrobit nelze, u laserem řezaných zůstávají zbytky pasty v rozích a špatně se čistí.
- Korekci podleptání : provádíme my jako výrobci zmenšením plošek o poloviční sílu plechu z každé strany u barevných kovů, tedy bronzi a Alpaky. U nerezi jsou tyto hodnoty poloviční. U velmi malých objektů a speciálních tvarů jde o zvláštní hodnoty. Výsledkem je hotový motiv stejné velikosti jako zadaná data v toleranci +- 20 um.
- Korekci velikosti plošek : podle požadavků na přání, např. korekce osazení, druhy past atd. určí zákazník. Doporučujeme pro bezolovnaté pájení žádnou, pro olovnaté cca 0,05 mm z každé strany, u plošek menší než 0,5 mm nedělat žádnou korekci. Další úpravy dat, mazání, doplňování, panelizace atd. jsou účtovány 280 Kč / hodinu a upravený motiv je náhledem konzultován se zákazníkem před další výrobou a musí být odsouhlasen.
- Velikost plošek : pro olovnaté pájení je vhodné mít plošku v planžetě menší o cca 10 % proti plošce plošného spoje, u bezolovnatého pájení kvůli nižší smáčivosti by velikosti obou měla být stejná. Plošky pod 0,5 mm se však nezmenšují.
- Výrobní technologie : kyselé leptání, v kooperaci laserové řezání. Leptáním se dá zhotovit i složitější motiv se zaoblenými hranami, vhodnější pro snadné uvolnění nanášené pasty. Výhodou laseru je výrazně vyšší přesnost a ostrost hran, úhel plošek je ve 3 stupních.
- Aby nedocházelo k prosakování pasty pod planžetu a pozdějším možným zkratům a kuličkám pájky, musí pájecí maska dokonale sedět na pájecí plošce. Pájecí pasta se tak nedostane pod úroveň pájecí plošky.
- Další popis